METNIN™ Technology combines high solubility of lignin and enzymatic treatment, designed to specifically modify and activate any lignin. Discover the potential mid-range applications (e.g. polyurethane foams, sizing and coating) of this revolutionary lignin valorization technology.
Currently, only about 2% of the lignin available from the pulp industry is commercialized, mainly from the sulfite process.
However, lignin valorization is mandatory for the commercially feasible conversion of plant biomass into industrial and consumer goods.
In fact, being able to increase the value of the lignin fraction allows for the other fractions to be processed to bio-based materials and chemicals as well – all without government subsidies.
Lignin valorization to added-value products has been a long-standing challenge of biorefineries.
Most commonly the lignin side stream from biofuel and biorefinery plants is simply dried and burnt as bio-energy carrier in incineration facilities or co generation units to generate useful secondary energy (e.g. heat and electricity).
MetGen estimates that the growing need for lignin for the production of renewable biochemicals from lignocellulosic feedstocks alone is projected to grow up to 2.9 million MT in 2017.
The current global market value for the lignin-derived products is at $3.3B, with energy capturing about 89% of the market. Other markets include Vanillin production ($192M) and cement additives ($176M).
The potential market value of new lignin‐based products is estimated to be about $13.9B by 2020‐2025, with lignin‐based phenols and carbon fibre poised to capture the largest market potential.
“Oil is No Different: One Does Not Make Car Tires, Sneakers, Insulation Panels, Dashboards, or Carpets Out of Crude Oil. They Are All Made of Refined Fractions. There is No Reason Mother Nature Would Have Made Lignin Any Different” said Matti Heikkilä, CTO MetGen
Despite recent advances in catalytic processes for the valorization of kraft lignins (the largest lignin stream by volume, representing >110 million tons per year) into aromatic chemicals, no established technology exists nowadays for its efficient depolymerization and activation of lignin.
This is due to harsh conditions for lignin isolation together with the prevalence of highly-recalcitrant intra-molecular lignin linkages, and repolymerization tendency of phenoxy radicals.
Enzymatic depolymerization of lignin into phenolic platform chemicals is envisaged as one of the potential breakthrough applications for lignin valorization.
Lignin has shown to have great potential in repacing oil in many applications: resins, polyols, polymers, coatings, and composites to mention a few.
The key to success is to refine the complex molecules to have specific chemical characteristics that match the end-user application need.
In this respect, oil is no different: one does not make car tires, sneakers, insulation panels, dashboards or carpets out of crude oil.
They are all made of refined fractions. There is no reason mother nature would have made lignin any different.
For this reason, MetGen has developed METNIN™ lignin valorization technology to has addressed these challenges.
CASE STUDY 1: Polyurethane foam demonstrator using METNIN™ based lignopolyols
The current polyols used in polyurethane (PUR) manufacture are either of fossil origin and/or do not possess flame retardant properties, leading to the addition of harmful retardants to PUR mixtures.
Lignin can be considered as an aromatic macropolyol, and it has been explored for PUR manufacture previously but the poor reactivity of crude lignin has restricted its use, requiring further activation steps.
In addition, from socio-economic point of view, a global PUR market is estimated to be around 20 Mt/yr in 2020, it is thus clear that job creation potentials are large considering that every million euro gross revenue generally creates about 1 direct and 2 indirect.
METNIN™ process opens the possibility to use highly-reactive lignin products, as a drop-in replacement of fossil polyols in PUR foam manufacturing.
Furthermore, the lignin-based polyol bioequivalent possesses intrinsic flame-retardant properties due to its phenol-based structure.
Therefore, synthetic retardants (typically halogenated organo-phosphates) with health concerns, can be potentially omitted as PU additives. METNIN™ technology offers a sustainable alternative to currently applied fossil polyols in PU manufacturing (Figure 1).
Lignin-based polyols PU foams are made by reacting polyols with diisocyanates. The hydroxyl groups of substituted polyols react with the isocyanate groups to form irreversible urethane linkages.
Blowing agents (CO 2 ) and additives, such as flame retardants, are necessary to produce the foam’s cellular structure and confer the desired properties.
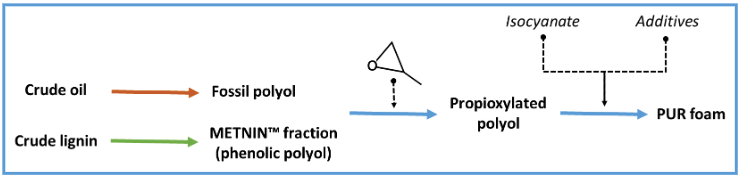
In this case study, MetGen demonstrated the preparation of liquid lignopolyols by oxypropylation of METNIN™ ULTRA lignin fraction (Figure 2).
The work was conducted by Prof. Galina Telysheva’s group at the Latvian State Institute of Wood Chemistry.
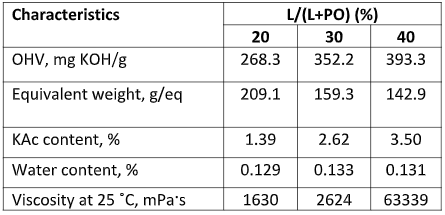
The anionic polymerization was conducted in the presence of potassium hydroxide as a catalyst in high-pressure laboratory-scale one-liter PARR reactor equipped by an oil thermostat. Lignin content (L/L+PO) in the reaction was between 20-40%.
PUR foam composition were formulated by a complete replacement of commercial glycerol based polyether and sorbitol based polyether with METNIN™ lignopolyol. All foam demonstrators were obtained by free rising method (Figure 3).
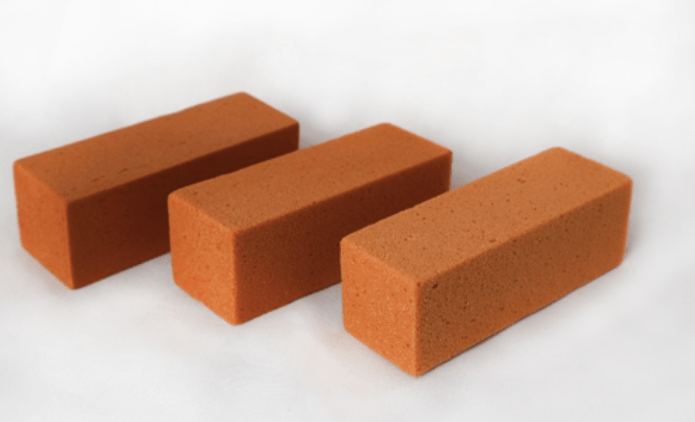
No traces of foams shrinkage were observed at complete substitution of commercial polyols by METNIN™ lignopolyols.
It was shown that all lignopolyols obtained were more reactive towards isocyanate comparing to the mix of both commercial polyethers presented in reference composition.
The significant decreasing of both start time and gel time at PUR foaming was observed for compositions containing lignopolyols.
The activity of PUR foams systems was increased with increasing of lignin content in polyols. The selected properties of the PUR foam demonstrators are listed in Table 2.
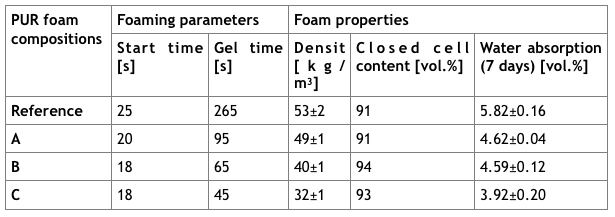
Closed-cell content is a major parameter influencing the heat isolation properties of PUR foams.
In PUR foam compositions reference and lignin-based polyols containing the balance between the reactions leading to the polymeric network strength development and process of gaseous phase, liberation was optimal for closed-cell structure formation.
For all foams in the study closed-cell content was higher than 90%.
Water absorption of PUR foams is a parameter influencing the level of heat isolation characteristics decreasing alongside with exploitation duration.
The water absorption values for PUR foams containing lignin-based polyols were lower than those of reference sample that allows to characterize them as a more hydrophobic material.
The minimal value of water uptake was established for PUR foam on the basis of polyol with the most lignin content.
The correct evaluation of the lignopolyols effect on compression characteristics of PUR foams is a rather complicated task.
The deformation characteristics of PUR foam are firstly dependent on its density and secondary, from the chemical composition and structure of polymeric matrix.
The apparent density of foams obtained varied in the range 49-32 kg/m 3 that meet the requirements for PUR foams usable for heat isolation in building.
The determination of additional properties such as dimension stability at enhanced temperature, heat resistance, thermos-oxidative stability and fire resistance of PUR foams properties will be conducted later, and where METNIN™ lignopolyols are expected to contribute positively to these properties in PUR formulation.
Case study 2: Sizing and Coating
METNIN™ technology allows for specific control – among many other variables – over dispersity and polarity of the selected lignin fractions.
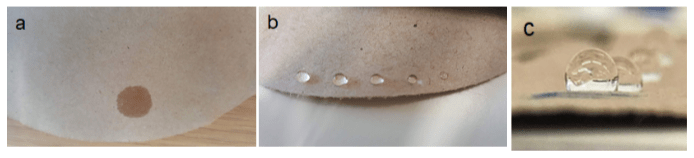
This tremendously increases their usability in coating and sizing applications. METNIN™ NANO and ULTRA lignin fractions were investigated as internal and external sizing/coating agents in pulp & paper applications to resist/repel the penetration of water into paper.
Water contact angle measurements were used to measure the angular distance between the surface of the hand sheet material and water droplet at a given point. The higher the contact angle value, the stronger the water repellency or hydrophobicity of the material.
Sizing of the pulp fibers using METNIN™ fractions has proved to produce hydrophobic/water repellent materials (Fig. 1 & 2) with improved tensile strength with the following potential advantages: simple formulation with bio-based and biodegradable components (100%), providing homogeneous coating, the formulations can be tuned for desired hydrophobicity (90 – 135º), prolonged water droplet retention time (over 30 min), improved tensile strength (10 – 20 %).
MetGen foresees the applications of modified fibers to be extruded and molded into containers bottles, vessels to store liquids, food, and water-resistant construction materials.
Formulations with METNIN™ can be applied in household products, paints, coatings, pharmaceuticals, foodstuffs, and cosmetic formulations.
In the first steps, we’ll address packaging materials, such as fruit boxes, to have higher moisture and water resistance.
Over the next steps, we hope to help various applications to replace plastic with fully bio-based, biodegradable and recyclable solutions.
Think of a plastic-free takeaway coffee cup that can be recycled and re-pulped as paper – giving the natural fibre multiple lives.
In the future, these materials are aimed to replace the existing non-renewable petrochemical-based materials. This widens up features such as low cost, recyclability, ease of making which will have a very high impact on lignin economy and clean environment.
Funding from the Bio Based Industries Joint Undertaking under the European Horizon 2020 research and innovation programme for SWEETWOODS project under grant agreement No: 792061 is acknowledged.